Precise Ingot Slicing with Optical Metrology
Our optical measurement technology is integrated directly into the wire-saw and checks the alignment of the wire saw to the machine axis with an accuracy of 0.01°.
Read more

Precise Ingot Slicing with Optical Metrology
Our optical measurement technology is integrated directly into the wire-saw and checks the alignment of the wire saw to the machine axis with an accuracy of 0.01°.
Read more
Automated handling for CMP polishing machines
senswork optimizes the loading and unloading of CMP polishing machines – for maximum precision in semiconductor manufacturing.
Read more
Automated FOSB quality control
Automated inspection technology from senswork ensures error-free packaging and quality inspection of FOSBs in semiconductor manufacturing.
Read more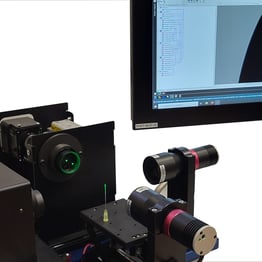
Optical Inspection of Cannula Tips
Find out more about high-quality quality assurance in the production of cannulas for medical technology with deep learning.
Read more
Praline Box Inspection
Detect the position and completeness of chocolate boxes. Deep Learning reliably detects even a large number of variants.
Read more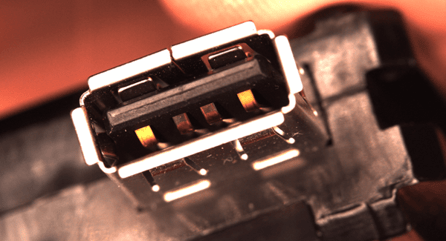
USB Connector Inspection on Multiple Focus Levels
The VisionUnit from senswork enables precise inspection of USB connector contacts at different focal planes. Learn more!
Read more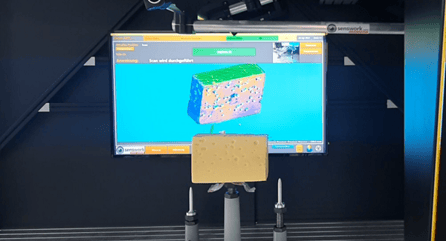
Determine Packaging Size on a Production Line
The ZScan 3D scanner from senswork supports the volume determination of food products on the conveyor belt.
Read more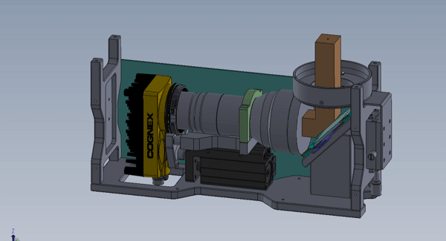
VisionUnit with Manual Focus Adjustment
Maximum image sharpness for different component types - discover the advantages of the VisionUnit for connector inspection.
Read more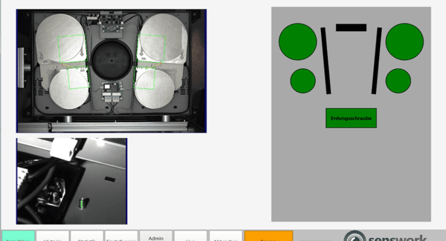
Completeness Check on Stove Top Assemblies
With an end-of-line inspection system, senswork checks the completeness and alignment of components during the assembly of stove tops.
Read more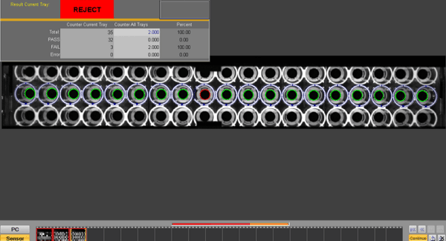
Washtray Inspection in Battery Casing Production
In battery case production, the inspection of washtrays is very important. Our camera system helps with defect detection.
Read more
Inspect the PCB Assembly of Printed Circuit Boards
Learn how Deep Learning improves smartphone PCB testing and makes defect detection more reliable.
Read more
Type Recognition and Inspection of Injection Molded Parts
The senswork inspection system is used for rapid inspection of polymer injection molded parts in the automotive industry.
Read more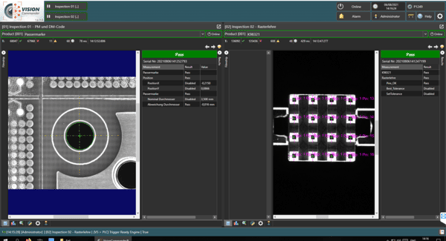
Tumble Circuit Testing of PCB Connectors
Check the insertion capability of PCB plugs with senswork's virtual connector gauge to guarantee a safe press-fit process.
Read more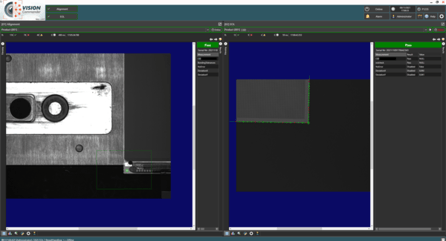
Hybrid Bonding Quality Assurance
A high-precision camera system from senswork secures the joining process of glass and display in a hybrid bonding system.
Read more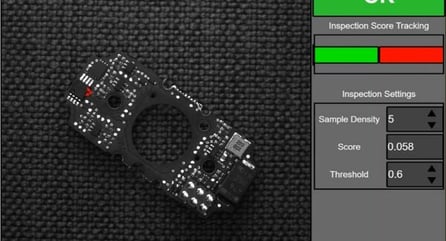
Quality Assurance for LED Circuit Boards
Deep Learning improves defect detection for LED boards. Our solution enables efficient inspection.
Read more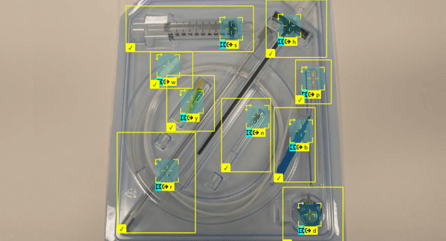
Quality Assurance for First-Aid Kits
Quality assurance in medical technology: Deep Learning is used to reliably verify the completeness of first aid kits.
Read more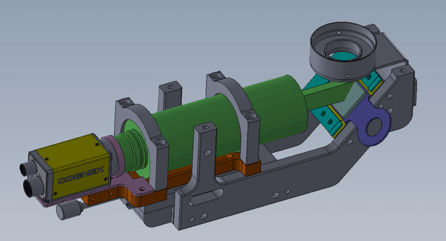
Smart Camera with Mirror Deflection
The VisionUnit from senswork with manual focus adjustment inspects connector assemblies in an automatic test device.
Read more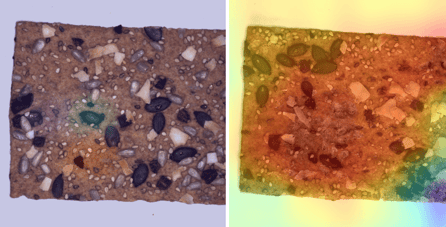
Quality Control in Crispbread Production using AI
senswork checks the topping of crispbread with artificial intelligence (AI)-based machine vision. Discover the advantages of the AI software Neuralyze®.
Read more
Ensuring the Correct Feeding of Microchips
The senswork optical 2D metrology system ensures the correct feeding of microchips in the semiconductor industry. Discover the benefits.
Read more
Quality Control for Welding Hairpins with AI
Efficient automation of laser welding of hairpins for electric motors with AI. 100 % inline inspection for optimal quality.
Read more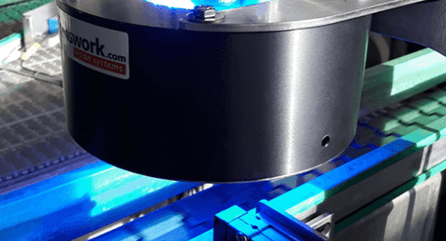
All Around View of Lid in One Image
With the innovative camera system, you can detect scratches on screw caps of soup jars.
Read more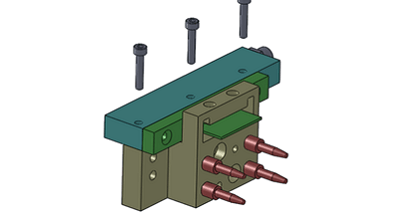
Inspection of Welding Spoons for Position Accuracy
Capture the position and location of welding spoons with transmitted light illumination from senswork. Reliable and precise.
Read more
Submarine Cable Weld Inspection
Ensure perfect quality of welds on submarine cables and avoid damage with optical measurement technology.
Read more
Precise Measurement of MTD Connector Assemblies
senswork's camera system precisely measures pin positions, connector coding and housing dimensions of MTD connector assemblies.
Read more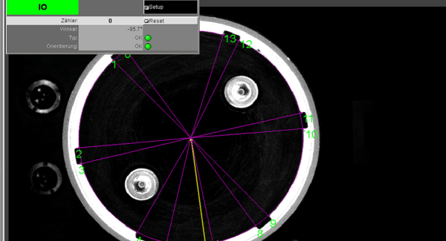
Position Detection of Circuit Elements
Learn how an optical measuring system from senswork ensures the precise assembly of circuit elements for electric stoves.
Read more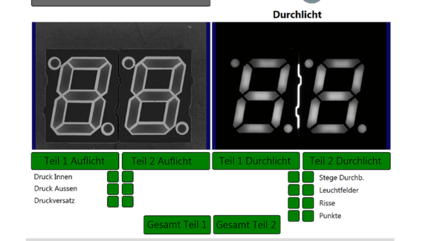
Visual Inspection of Seven-Segment Displays
Learn how a smart combination of transmitted and reflected light inspection detects the smallest defects in injection molding.
Read more
Pin Inspection of Fakra Connector Assemblies
Learn how senswork's turnkey test device improves the measurement of Fakra connector assemblies.
Read more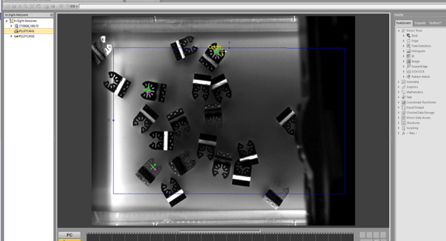
Pick & Place Application with Calibrated Cameras
Optimize your production process with a vision solution for automatic part detection and feeding.
Read morePick & Place Application with Conveyor Tracking
Our camera system uses position detection and completeness checks to ensure that trays are filled by a robot.
Read more
Optical Inspection of Gnocchi and Spaetzle with AI
Find out how AI-based machine vision ensures the sorting of pasta products in the food industry.
Read more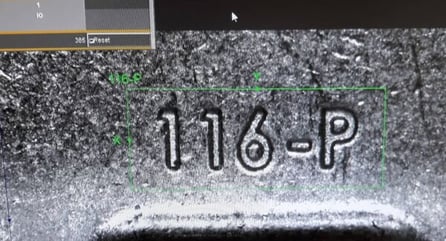
OCR System for Turbocharger Guide Vanes
A dual camera system with mirror deflection enables OCR verification of part numbers on turbocharger guide vanes.
Read more
Surface Inspection of Cylindrical Aluminum Bodies
Efficient inspection of aluminium bodies: senswork's optical measuring system detects irregularities on the surface using AI.
Read more
Surface Inspection of Polymer Parts
Learn how to use Shape from Shading to detect the smallest defects on painted surfaces of synthetic parts.
Read more
Surface Inspection of Graphite
The image processing system from senswork inspects graphite surfaces in the automotive industry and reliably detects damage.
Read more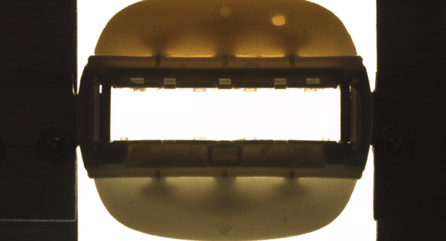
Multicamera Inspection of Soaps
Discover the benefits of multicamera inspection and how it ensures the quality of cosmetic products.
Read more
Reading the Best Before Date on Bottle Bottoms
Deep Learning in machine vision enables character reading on transparent materials such as glass.
Read more
360° Laser Scanning of Metal Rods
Thanks to 360° laser scanning, you can detect surface defects in metal rods and check geometric tolerances.
Read more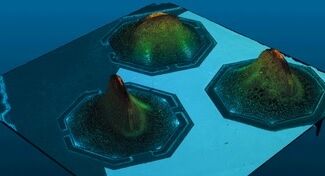
Solder Joint Inspection
Get an overview of the advantages of non-contact measurement with ZFokus in solder joint inspection.
Read more
Barcode Reading on Bottles
Ensure correct EAN code labeling of bottles and jars with our high-speed barcode reader.
Read more
Reading Embossed Font on Smartphone Cases
Reading the inscription on smartphone cases: discover how our solution recognizes fonts on difficult backgrounds.
Read more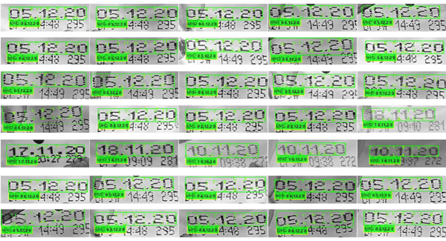
Reading the Best Before Date on Yogurt Cups
Deep Learning can be used to reliably read expiration dates on yogurt containers. AI enables reliable inspection.
Read more
Reading the Best Before Date on Bottles
Font reading on transparent packaging: With Deep Learning, OCR on difficult backgrounds is no problem.
Read more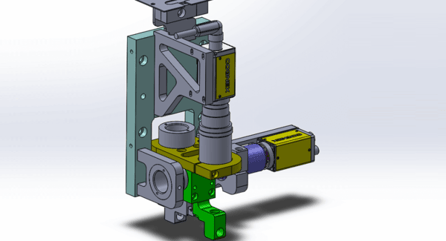
Inspection System for Connector Assemblies
The senswork measuring system inspects cutting contacts on a connector assembly and eliminates the need for mechanical testing.
Read more
Inspection System for Rear View Sensors
Quality inspection of automotive rear view sensors: an optical inspection system reliably detects defects in production.
Read more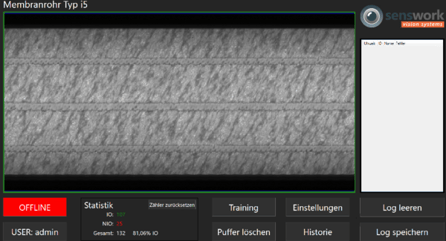
Inspection System for Diaphragm Pipes
A line scan camera system ensures the cleaning performance of diaphragm tubes. Learn more about the key benefits.
Read more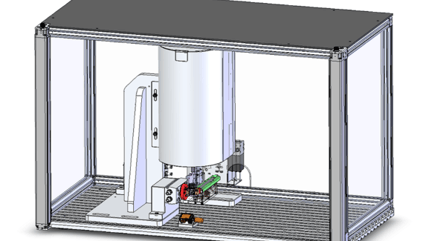
Fakra Connector Inspection System
A senswork test system measures the coding, tumble circuit and pluggability of the PCB side of Fakra connector assemblies.
Read more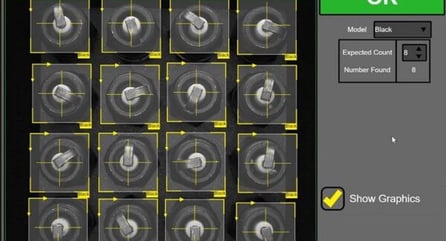
Inspection of Spark Plugs with Deep Learning
Learn how Deep Learning improves spark plug quality and when AI-based image processing is the right choice.
Read more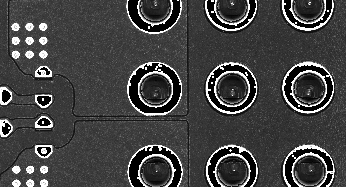
Inspection of Press Fits on Connector Strips
Inspection with senswork's ZFokus improves the quality and accuracy of press-fits on connector strips.
Read more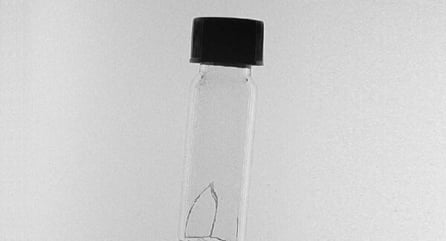
Glass Vial Inspection
Learn how Deep Learning makes defect detection possible for reflective surfaces such as glass vials.
Read more
Inspection of Electronic Assemblies
Guaranteed quality of electronic assemblies: senswork checks pluggability, coding and labels in a fully automated production process.
Read more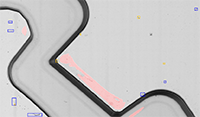
Inline Test Station for Medical Technology
With its testing station, senswork ensures the quality of transparent cartridges for medical technology. Directly in the production process.
Read more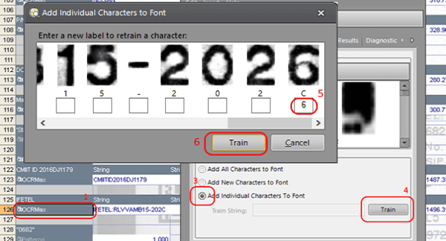
Inline Label Inspection with Smart Camera
The smart camera from senswork enables reliable inspection of texts, codes and symbols - even at a great distance.
Read more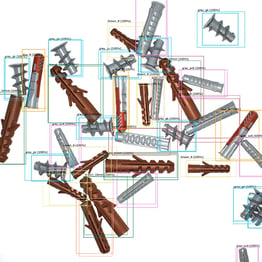
Identification and Sorting of Anchors
Quality assurance of dowels with AI: Discover the benefits of object detection in assembly technology.
Read more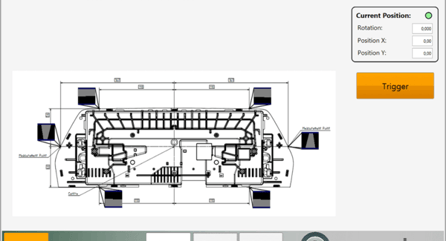
High-Precision Joining of Automotive Displays
The prism module from senswork enables precise alignment of automotive displays and detects minimal detachment.
Read more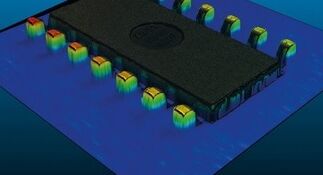
High-Resolution 3D Inline Inspection
ZFokus from senswork fully utilizes its advantages in the non-contact measurement of connector components.
Read more
Manual Test Station for Connector Modules
Get an insight into our manual test station with 3-axis system for automotive connector assemblies. Guaranteed quality.
Read more
Manual Test Station for Fakra Connector Assemblies
Turnkey manual test station for Fakra connectors - learn more about the inspection solution and its application in the automotive industry.
Read more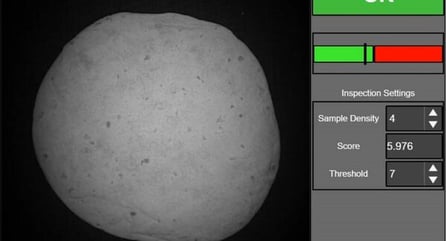
Error Detection for Tortillas
Learn how AI-based image processing ensures quality in the food industry and reliably detects defects in tortillas.
Read more
Air Filter Error Detection
Deep Learning improves defect detection for complex structured surfaces like air filters. Discover the benefits.
Read more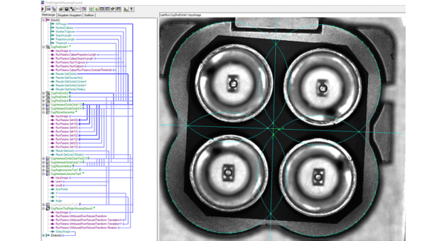
Fakra Connector Inspection in Production
Discover the advantages of the turnkey measuring system in the fully automated production of Fakra connectors.
Read more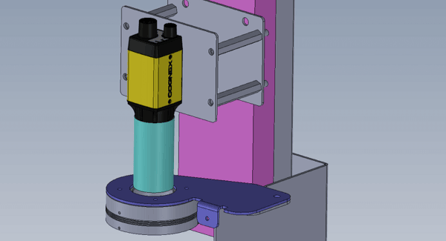
Precise Lubricant Application on Automotive Assemblies
Our metrology system enables the testing of lubricant application on automotive assemblies and provides a stable evaluation.
Read more
Ring Clamp Font Recognition
Recognize fonts on difficult surfaces: With an AI solution, characters can be read accurately.
Read more
Rotational Position Detection by Means of Smart Camera
With a smart camera, senswork enables rotational position detection of castings in post-processing. Precise and reliable.
Read more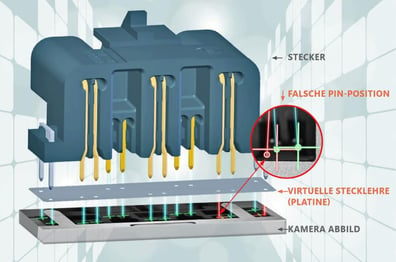
The Virtual Connector Gauge from senswork
Learn how senswork's virtual connector gauge measures connector assemblies with high precision and thus ensures optimum quality.
Read more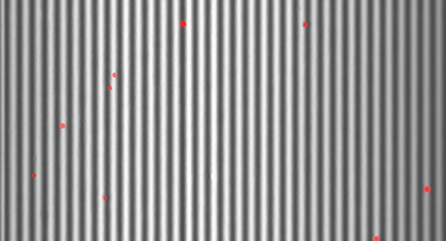
Detection of Defects in Continuous Belt Material
Learn how AI-based image processing from senswork detects bubbles, inclusions and defects in transparent sheets.
Read more
Avoid Delamination in Packaging
Inspection of reflective surfaces with Vision AI: Learn how to avoid delamination in plastic film packaging.
Read more
Cognex In-Sight based VisionUnits by senswork
Optimize your machine building with the VisionUnit from senswork. Learn more about variable focus settings and other benefits.
Read more
Image documentation system with barcode scanner
Capture products in high resolution using a barcode scanner and benefit from consistent image quality.
Read more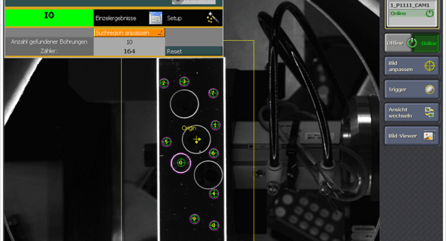
Automated Inspection of Airbag Assemblies
Learn how senswork's optical measurement system automatically detects different sized holes on airbag assemblies.
Read more
Aluminum Die-Casting Scanning Without Shading
Quality assurance in the automotive industry: Learn how senswork measures large aluminum assemblies and matches them with CAD file data.
Read more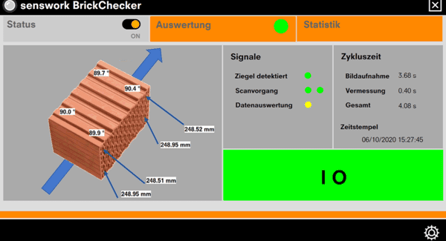
3D Measurement of Clay Bricks
A system for 3D measurement uses laser triangulation to ensure the dimensional accuracy and squareness of clay bricks.
Read more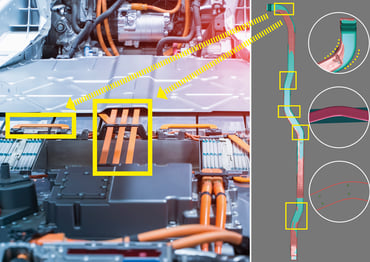
3D Measurement of Busbars
Quality control in the automated production of busbars. The 3D measuring system ZScan® reliably detects shape deviations of busbars.
Read more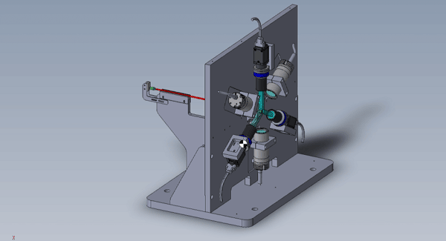
3D Method for Coaxial Cable Inspection
The 3D method from senswork enables precise measurement of the peak deflection of cables in high-frequency technology.
Read more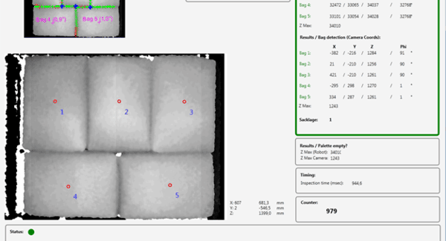
3D Position Detection of Polymer Bags
Precise position detection for efficient palletizing: More about position detection of synthetic bags on europallets.
Read more
3D Inspection System on Saw Blades
The camera system detects deviations on saw blades and measures parameters relevant for cutting quality and lifespan.
Read more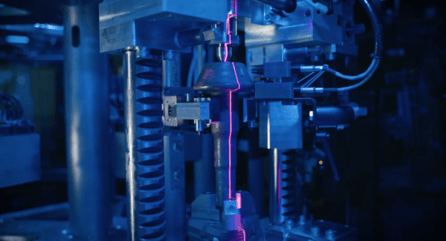
3D Inspection for Gear Shafts
senswork's 3D inspection camera system improves the quality of gear shafts in harsh environments.
Read more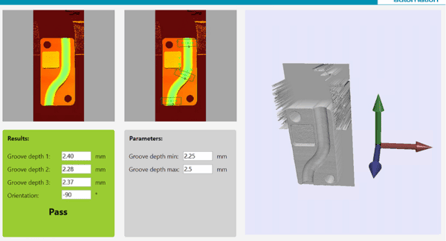
3D Measurement of Polymer Parts
Discover the advantages of our 3D laser scanner, which ensures the product quality of polymer parts in high volume.
Read more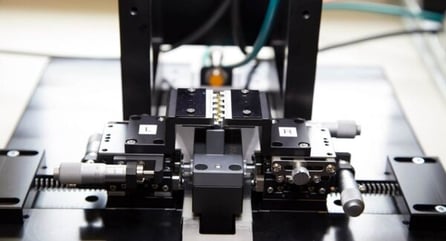
2D Measuring System for Connector Assemblies
With our measuring system you can precisely measure the gap dimension of the contact surfaces of connector assemblies.
Read more