3D-Vermessung von Rundzellenmodulen
Automatisierte 3D-Inspektion von Rundzellenmodulen für fehlerfreie Batterieproduktion: Präzision und Effizienz direkt in der Produktion.
Mehr erfahren

3D-Vermessung von Rundzellenmodulen
Automatisierte 3D-Inspektion von Rundzellenmodulen für fehlerfreie Batterieproduktion: Präzision und Effizienz direkt in der Produktion.
Mehr erfahren
Robotergestützte 3D-Inspektion
Automatisierte robotergestützte 3D-Inspektion für präzise Qualitätsprüfung. KI-gestützte Lösungen von senswork – entwickelt & umgesetzt in Deutschland.
Mehr erfahren
KI-basierte OCR prüft Code auf Reifen schnell & effizient
Automatisiert DOT-Nummer auf Reifen lesen und auswerten mit KI-basiertem OCR-System. Schnellere Produktionsabläufe dank automatisierter Reifenerkennung.
Mehr erfahren.bmp)
Schweißnahtprüfung für EV-Batterien
KI-gestützte Schweißnahtprüfung für EV-Batterien mit Neuralyze®: Automatisierte Kontrolle struktureller und elektrischer Qualitätsmerkmale
Mehr erfahren.png?width=446&height=262&name=senswork-battery-production-01%20(2).png)
Maß- und Formprüfung für EV-Batterien
Präzise Maß- und Formprüfung für Batteriemodule und -packs zur Sicherstellung der Passform und Schweißqualität.
Mehr erfahren.png?width=446&height=262&name=senswork-battery-production-01%20(3).png)
3D-Prüfung vor dem Schweißen
3D-Prüfung vor dem Schweißen für sichere Batteriemodule. Exakte Kontrolle von Geometrie, Ebenheit und Ausrichtung zur Vermeidung fehlerhafter Schweißnähte.
Mehr erfahren.jpg?width=446&height=262&name=senswork-battery-production-01%20(1).jpg)
Positionserfassung von EV-Batteriezellen
Effiziente Positionserfassung von EV-Batteriezellen vor dem Schweißen für präzise Ausrichtung und optimale Kontaktqualität.
Mehr erfahren.png?width=446&height=262&name=senswork-battery-production-01%20(1).png)
Pre-Weld-Prüfung bei Batteriemodulen
Unser System prüft Batteriezellenanschlüsse vor dem Schweißen, um eine hohe Schweißqualität sicherzustellen.
Mehr erfahren.png?width=446&height=262&name=senswork-battery-production-01%20(4).png)
Qualitätssicherung des Druckentlastungsschutzes
Automatisierte Inspektion von Batteriezellen mit 2D- und 3D-Bildverarbeitung, KI-gestützt zur Früherkennung von Defekten bei Sicherheitsventilen und Berstscheiben.
Mehr erfahren
Automatisiertes Handling bei Poliermaschinen
senswork optimiert das Be- und Entladen von Poliermaschinen – für maximale Präzision in der Halbleiterfertigung.
Mehr erfahren
Automatisierte FOSB-Qualitätsprüfung
Automatisierte Inspektionstechnologie von senswork garantiert fehlerfreie Verpackung und Qualitätsprüfung von FOSBs in der Halbleiterproduktion.
Mehr erfahren
Präzises Ingot-Schneiden mit optischer Messtechnik
Unsere optische Messtechnik ist direkt in die Drahtgatter-Säge integriert und überprüft die Gatterausrichtung zur Maschinenachse auf 0,005° genau.
Mehr erfahren
Optische Inspektion von Kanülenspitzen
Erfahren Sie mehr über die hochwertige Qualitätssicherung in der Fertigung von Kanülen für die Medizintechnik mit Deep Learning.
Mehr erfahren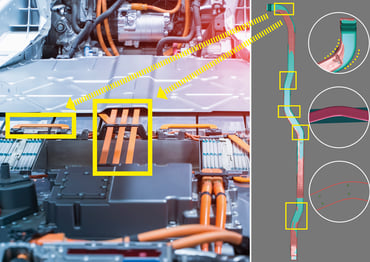
3D-Vermessung von Stromschienen
Qualitätskontrolle in der automatisierten Fertigung von Busbars. Das 3D-Messsystem ZScan® erkennt Formabweichungen von Stromschienen zuverlässig.
Mehr erfahren
Qualitätskontrolle für das Schweißen von Hairpins
Effiziente Automatisierung des Laserschweißens von Hairpins für Elektromotoren mit KI. 100-prozentige Inline-Prüfung für optimale Qualität.
Mehr erfahren
3D-Inspektion für Getriebewellen
Ein Kamerasystem zur 3D-Inspektion von senswork verbessert die Qualität von Getriebewellen in rauen Umgebungen.
Mehr erfahren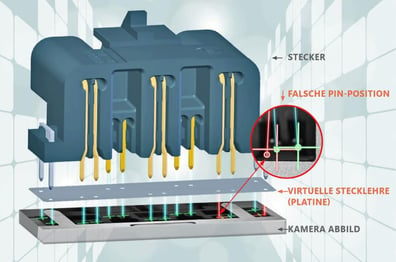
Die Virtuelle Stecklehre von senswork
Erfahren Sie, wie die virtuelle Stecklehre von senswork Steckerbaugruppen hochpräzise vermisst und so für optimale Qualität sorgt.
Mehr erfahren
Optische Inspektion von Gnocchi und Spätzle mit KI
Erfahren Sie, wie KI-basierte Bildverarbeitung die sortenreine Verpackung von Gnocchi und Spätzle in der Lebensmittelindustrie gewährleistet.
Mehr erfahren
Alu-Druckgussteile abschattungsfrei scannen
Qualitätssicherung in der Automobilindustrie: Erfahren Sie, wie senswork große Baugruppen aus Alu vermisst und mit CAD-Daten abgleicht.
Mehr erfahren
Delamination bei Verpackungen vermeiden
Inspektion spiegelnder Oberflächen mit Vision AI: Erfahren Sie, wie Sie Delamination bei Folienverpackungen vermeiden können.
Mehr erfahren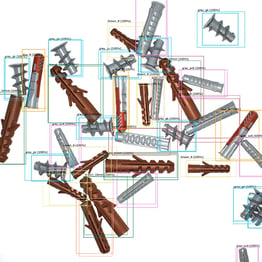
Identifikation und Sortierung von Dübeln
Qualitätssicherung von Dübeln mit KI: Entdecken Sie die Vorteile der Objektdetektion in der Montagetechnik.
Mehr erfahren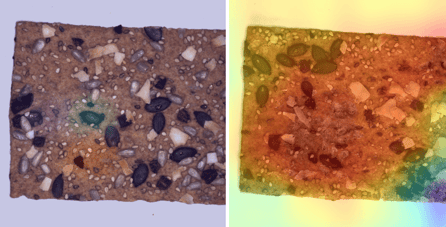
Qualitätskontrolle in der Produktion von Knäckebrot
senswork überprüft den Belag von Knäckebrot mit KI-basierter Bildverarbeitung. Entdecken Sie die Vorteile der KI-Software Neuralyze®.
Mehr erfahren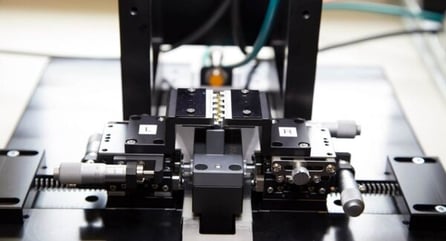
2D-Messsystem für Steckerbaugruppen
Mit unserem Messsystem können Sie das Spaltmaß der Kontaktflächen von Steckerbaugruppen präzise vermessen.
Mehr erfahren
Lesen des MHDs auf Getränkeflaschen
Schriftenlesen auf transparenten Verpackungen: Mit Deep Learning ist OCR auf schwierigen Hintergründen kein Problem.
Mehr erfahren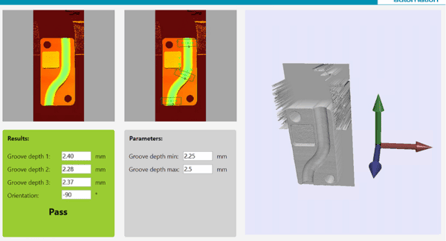
3D-Vermessung von Kunststoffteilen
Entdecken Sie die Vorteile unseres 3D-Laserscanners, das die Produktqualität von Kunststoffteilen in hoher Stückzahl sicherstellt.
Mehr erfahren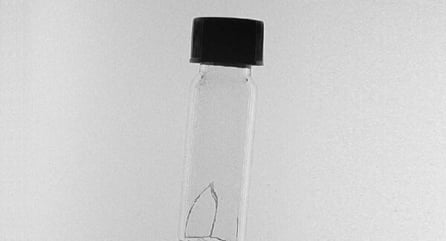
Inspektion von Glasfläschchen
Erfahren Sie, wie Deep Learning die Fehlererkennung bei reflektierenden Oberflächen wie Glasfläschchen ermöglicht.
Mehr erfahren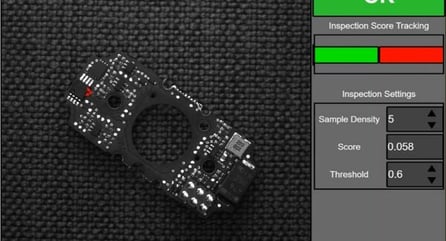
Qualitätssicherung bei LED-Platinen
Deep Learning verbessert die Fehlererkennung bei LED-Platinen. Unsere Lösung ermöglicht eine effiziente Inspektion.
Mehr erfahren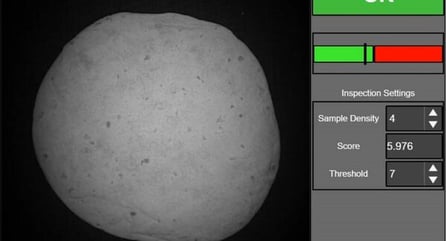
Fehlererkennung bei Tortillas
Erfahren Sie, wie KI-basierte Bildverarbeitung die Qualität in der Lebensmittelindustrie sichert und Fehler bei Tortillas zuverlässig erkennt.
Mehr erfahren
Lesen einer erhabenen Schrift auf Smartphones
Lesen der Beschriftung auf Smartphone-Gehäusen: Entdecken Sie, wie unsere Lösung Schriften auf schwierigen Hintergründen erkennt.
Mehr erfahren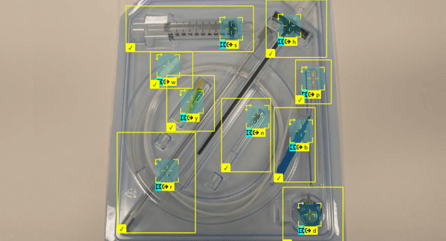
Qualitätssicherung bei Erste-Hilfe-Sets
Qualitätssicherung in der Medizintechnik: Mithilfe von Deep Learning werden Erste-Hilfe-Sets zuverlässig auf ihre Vollständigkeit geprüft.
Mehr erfahren
Überprüfung von Pralinenschachteln
Erfassen Sie die Lage und Vollständigkeit von Pralinenschachteln. Mit Deep Learning wird auch eine hohe Anzahl an Varianten sicher erkannt.
Mehr erfahren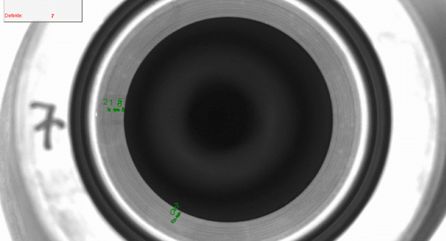
Oberflächeninspektion zylindrischer Alukörper
Effiziente Prüfung von Aluminiumkörpern: Das optische Messsystem von senswork erkennt Unregelmäßigkeiten an der Oberfläche mittels KI.
Mehr erfahren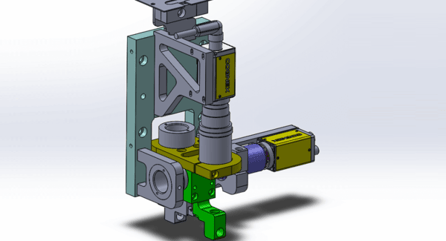
Inspektionssystem für Steckerbaugruppen
Das Messsystem von senswork prüft Schneidkontakte an einer Steckerbaugruppe und macht eine mechanische Prüfung überflüssig.
Mehr erfahren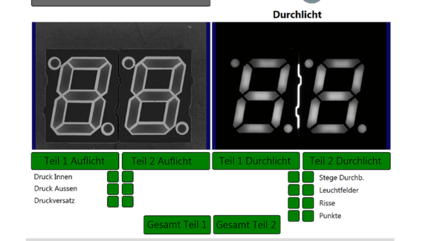
Optische Inspektion von Siebensegment-Anzeigen
Erfahren Sie, wie eine smarte Kombination aus Durchlicht- und Auflichtinspektion kleinste Fehler im Spritzguss erkennt.
Mehr erfahren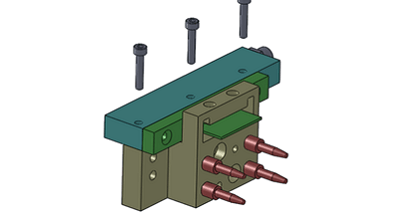
Prüfung von Schweißlöffel auf Lagerichtigkeit
Erfassen Sie die Position und die Lage von Schweißlöffeln mit Durchlichtbeleuchtung von senswork. Zuverlässig und präzise.
Mehr erfahrenPick-&-Place-Anwendung mit Conveyor-Tracking
Unser Kamerasystem stellt mittels Lageerkennung und Vollständigkeitsprüfung die Befüllung von Trays durch einen Roboter sicher.
Mehr erfahren
Prüfung der Schweißnaht von Unterseekabeln
Sorgen Sie für eine einwandfreie Qualität der Schweißnähte an Unterseekabeln und vermeiden Sie Schäden mit optischer Messtechnik.
Mehr erfahren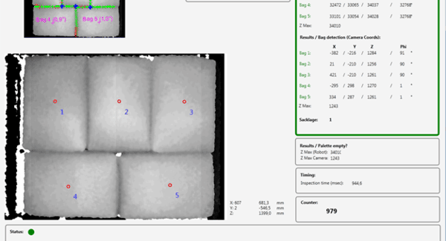
3D-Lageerkennung von Kunststoffsäcken
Präzise Positionserkennung für effizientes Palettieren: Mehr über die Lageerkennung von Kunststoffsäcken auf Europaletten.
Mehr erfahren
Oberflächeninspektion von Kunststoffteilen
Erfahren Sie, wie Sie mit Shape from Shading kleinste Fehler auf lackierten Oberflächen von Kunststoffteilen erkennen können.
Mehr erfahren
360°-Laserscanning von Metallstäben
Dank 360°-Laserscanning können Sie Oberflächenfehler bei Metallstäben erkennen und geometrische Toleranzen prüfen.
Mehr erfahren
Drehlagenerkennung mittels Smart-Kamera
Mit einer Smart-Kamera ermöglicht senswork die Drehlagenerkennung von Gussteilen in der Nachbearbeitung. Präzise und zuverlässig.
Mehr erfahren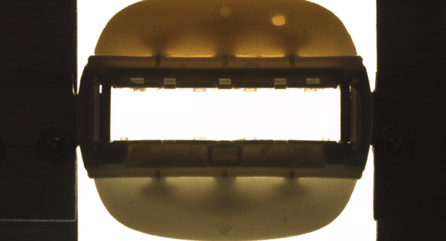
Multikamera-Inspektion von Seifen
Entdecken Sie die Vorteile der Multikamera-Inspektion und erfahren Sie, wie sie die Qualität kosmetischer Produkte gewährleistet.
Mehr erfahren
Bilddokumentationssystem mit Barcode-Scanner
Erfassen Sie Produkte in hoher Auflösung mithilfe eines Barcode-Scanners und profitieren Sie von gleichbleibender Bildqualität.
Mehr erfahren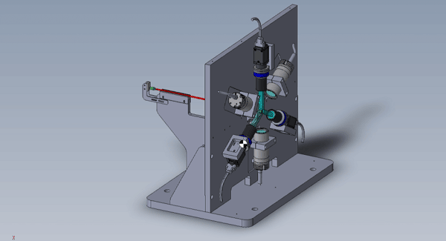
3D-Verfahren zur Koaxialkabelprüfung
Das 3D-Verfahren von senswork ermöglicht eine präzise Vermessung der Spitzenauslenkung von Kabeln in der Hochfrequenztechnik.
Mehr erfahren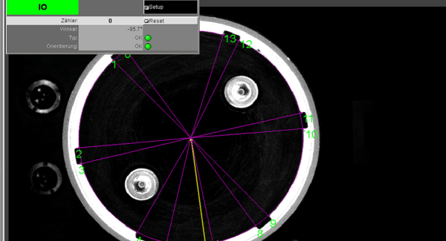
Positionserkennung von Schaltelementen
Erfahren Sie, wie ein optisches Messsystem von senswork die präzise Montage von Schaltelementen für Elektroherde gewährleistet.
Mehr erfahren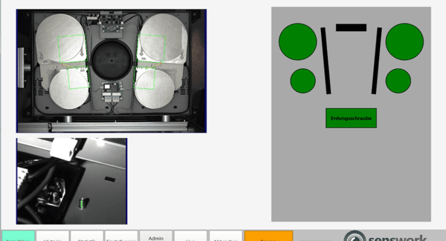
Vollständigkeitsprüfung an Kochfeld-Baugruppen
Mit einem End-of-Line-Prüfsystem prüft senswork die Vollständigkeit und Ausrichtung von Bauteilen bei der Montage von Kochfeldern.
Mehr erfahren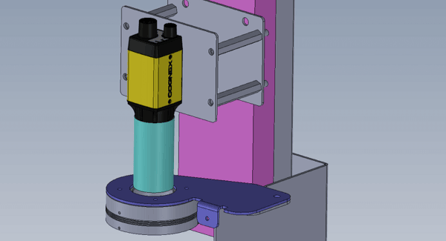
Exakter Schmierfettauftrag an Automotive-Baugruppen
Unser Messsystem ermöglicht die Prüfung des Schmierstoffauftrags an Automotive-Baugruppen und sorgt für eine stabile Auswertung.
Mehr erfahren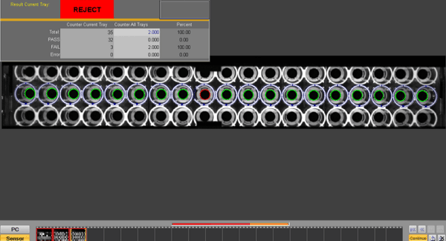
Washtray-Inspektion in der Batteriehülsenfertigung
In der Batteriehülsenfertigung ist die Inspektion von Washtrays sehr wichtig. Unser Kamerasystem hilft bei der Fehlererkennung.
Mehr erfahren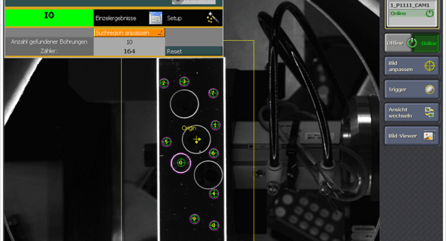
Automatische Inspektion von Airbag-Baugruppen
Erfahren Sie, wie das optische Messsystem von senswork Bohrungen unterschiedlicher Größe an Airbag-Baugruppen automatisch erkennt.
Mehr erfahren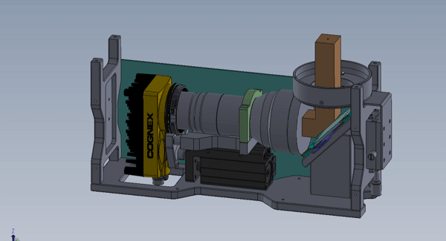
VisionUnit mit manueller Fokusverstellung
Maximale Bildschärfe bei verschiedenen Bauteiltypen – entdecken Sie die Vorteile der VisionUnit für die Prüfung von Steckverbindern.
Mehr erfahren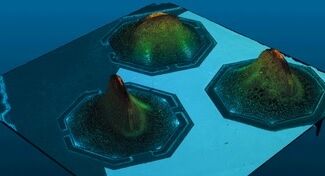
Lötstellen-Inspektion mit ZFokus
Erhalten Sie einen Überblick über die Vorteile der berührungslosen Messung mit ZFokus in der Lötstellen-Inspektion.
Mehr erfahren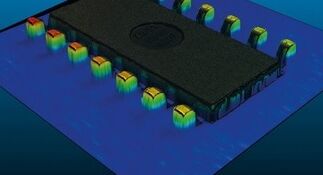
Hochauflösende 3D-Inline-Inspektion
ZFokus von senswork spielt bei der berührungslosen Messung von Steckerkomponenten seine Vorteile voll aus.
Mehr erfahren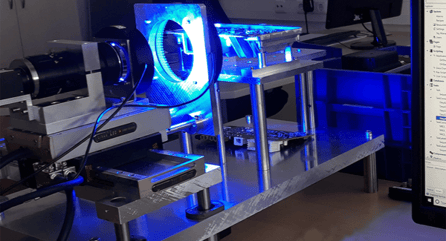
Inspektion von Elektronikbaugruppen
Garantierte Qualität elektronischer Baugruppen: senswork prüft Steckbarkeit, Kodierung und Etiketten in einer vollautomatischen Fertigung.
Mehr erfahren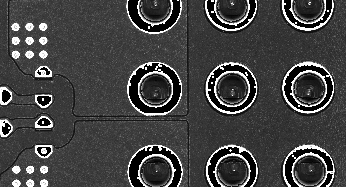
Inspektion von Pressfits an Steckerleisten
Die Inspektion mit ZFokus von senswork verbessert die Qualität und Genauigkeit von Pressfits an Steckerleisten.
Mehr erfahren
Lesen von Barcodes auf Flaschen
Sichern Sie die korrekte EAN-Code-Etikettierung von Flaschen und Gläsern mit unserem Highspeed-Barcodelesegerät.
Mehr erfahren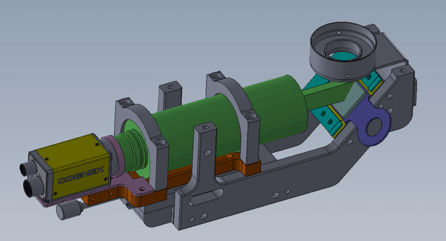
Smart-Kamera mit Spiegelumlenkung
Die VisionUnit von senswork mit manueller Fokusverstellung inspiziert Steckerbaugruppen in einem Prüfautomaten.
Mehr erfahren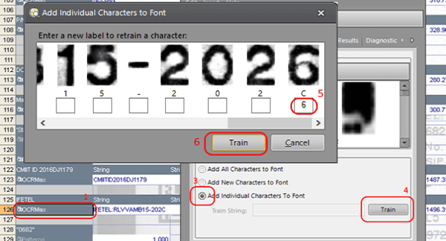
Inline-Label-Inspektion mit Smart-Kamera
Die Smart-Kamera von senswork ermöglicht eine zuverlässige Inspektion von Texten, Codes und Symbolen – selbst bei großem Abstand.
Mehr erfahren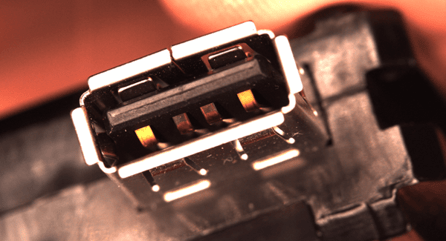
USB-Steckerinspektion auf mehreren Fokusebenen
Die VisionUnit von senswork ermöglicht eine präzise Inspektion von USB-Steckerkontakten auf verschiedenen Fokusebenen. Erfahren Sie mehr!
Mehr erfahren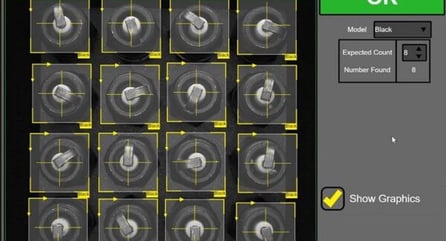
Inspektion von Zündkerzen mit Deep Learning
Erfahren Sie, wie Deep Learning die Qualität von Zündkerzen verbessert und wann KI-basierte Bildverarbeitung die richtige Wahl ist.
Mehr erfahren
Fehlererkennung bei Luftfiltern
Deep Learning verbessert die Fehlererkennung bei komplex strukturierten Oberflächen wie Luftfiltern. Entdecken Sie die Vorteile.
Mehr erfahren
Erkennen von Schriften bei Ringklemmen
Erkennen Sie Schriften auf schwierigen Oberflächen: Mit einer KI-Lösung können Buchstaben genau gelesen werden.
Mehr erfahren
Handprüfplatz für Steckerbaugruppen
Erhalten Sie einen Einblick in unseren Handprüfplatz mit 3-Achssystem für Automotive-Steckerbaugruppen. Garantierte Qualität.
Mehr erfahren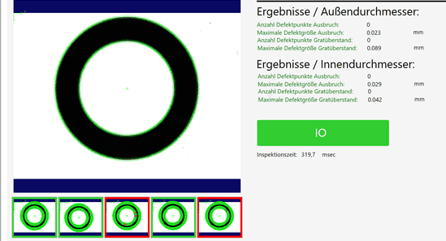
Typerkennung und Prüfung von Spritzgussteilen
Das Prüfsystem von senswork ist für die schnelle Inspektion von Kunststoff-Spritzgussteilen in der Automobilbranche im Einsatz.
Mehr erfahren
Inspektionssystem für Rückfahrsensoren
Qualitätsprüfung von Kfz-Rückfahrsensoren: Ein optisches Inspektionssystem erkennt Fehler in der Produktion zuverlässig.
Mehr erfahren
3D-Inspektionssystem für Sägeblätter
Das Kamerasystem erkennt Abweichungen an Sägeblättern und misst für die Schnittqualität und Lebensdauer relevante Parameter.
Mehr erfahren
Handprüfplatz für Fakra-Steckerbaugruppen
Schlüsselfertiger Handprüfplatz für Fakra-Stecker – erfahren Sie mehr über die Lösung und seine Anwendung in der Automobilindustrie.
Mehr erfahren
Rundumblick auf Deckel in einem Bild
Mit dem innovativen Kamerasystem können Sie Kratzer an Schraubverschlüssen von Suppengläsern erkennen.
Mehr erfahren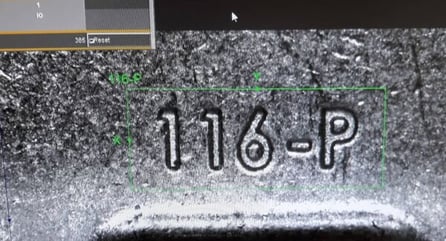
OCR-System für Turbolader-Leitschaufeln
Ein Doppelkamerasystem mit Spiegelumlenkung ermöglicht die OCR-Prüfung von Teilenummern an Turbolader-Leitschaufeln.
Mehr erfahren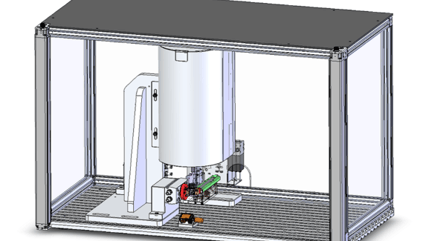
Inspektionssystem für Fakra-Stecker
Ein Prüfsystem von senswork misst die Kodierung, den Taumelkreis und die Steckbarkeit der PCB-Seite von Fakra-Steckerbaugruppen.
Mehr erfahren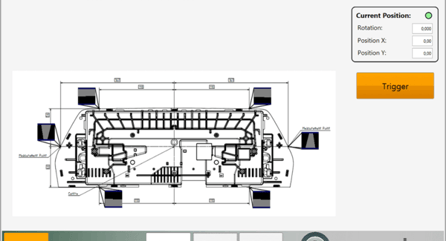
Hochpräzises Fügen von KFZ-Displays
Das Prismenmodul von senswork ermöglicht eine präzise Ausrichtung von KFZ-Displays und erkennt minimale Ablösungen.
Mehr erfahren
Pick-&-Place-Anwendung mit kalibrierten Kameras
Optimieren Sie Ihren Produktionsprozess mit einer Bildverarbeitungslösung zur automatischen Erkennung und Zuführung von Bauteilen.
Mehr erfahren
Pin-Inspektion von Fakra-Steckerbaugruppen
Erfahren Sie, wie das schlüsselfertige Prüfgerät von senswork die Vermessung von Fakra-Steckerbaugruppen verbessert.
Mehr erfahren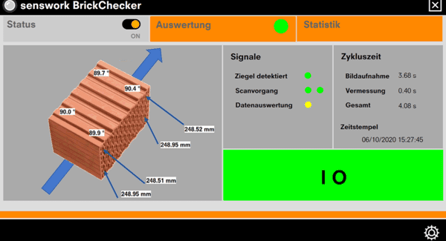
3D-Vermessung von Tonziegeln
Alle Tonziegel direkt in der Linie automatisiert vermessen | Bessere Qualitätssicherung für alle Ziegelformate | Optisches 3D-Messsystem BrickChecker
Mehr erfahren
Oberflächeninspektion von Graphit
Das Bildverarbeitungssystem von senswork prüft Graphit-Oberflächen in der Automobilindustrie prüft und erkennt Beschädigungen zuverlässig.
Mehr erfahren
Inspektionssystem für Membran-Rohre
Ein Zeilenkamerasystem sichert die Reinigungsleistung von Membran-Rohren. Erfahren Sie mehr über die Vorteile.
Mehr erfahren
Fakra-Stecker-Inspektion in der Fertigung
Entdecken Sie die Vorteile des schlüsselfertigen Messsystems in der vollautomatischen Fertigung von Fakra-Steckerbindern.
Mehr erfahren
Verpackungsgröße am laufenden Band ermitteln
Der 3D-Scanner ZScan von senswork unterstützt bei der Volumenbestimmung von Lebensmitteln am laufenden Band.
Mehr erfahren
Präzise Vermessung von MTD©-Steckerbaugruppen
Das Kamerasystem von senswork vermisst Pin-Positionen, Steckerkodierung und Gehäusemaße von MTD©-Steckerbaugruppen präzise.
Mehr erfahren
Überprüfung der PCB-Bestückung von Platinen
Erfahren Sie, wie Deep Learning die Prüfung von Smartphone-Platinen verbessert und Fehlererkennung zuverlässiger macht.
Mehr erfahren
Sicherstellung der Zuführung von Mikrochips
Das optische 2D-Messsystem von senswork sorgt für die korrekte Zuführung von Mikrochips in der Halbleiterindustrie. Entdecken Sie die Vorteile.
Mehr erfahren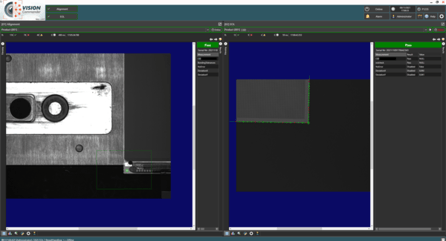
Qualitätssicherung beim Hybrid Bonding
Ein hochgenaues Kamerasystem von senswork sichert den Fügeprozess von Glas und Display in einer Hybrid-Bonding-Anlage.
Mehr erfahren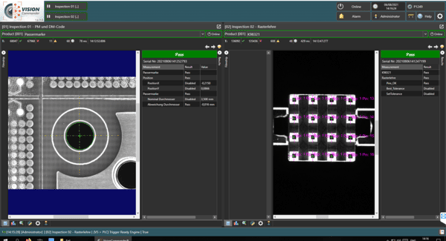
Taumelkreisprüfung von Platinensteckern
Prüfen Sie die Steckbarkeit von Platinensteckern mit der virtuellen Stecklehre von senswork, um einen sicheren Einpressvorgang zu garantieren.
Mehr erfahren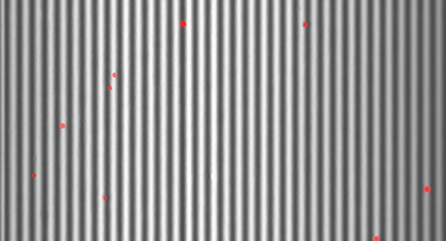
Detektion von Fehlstellen in Endlos-Bandmaterial
Erfahren Sie, wie KI-basierte Bildverarbeitung von senswork Blasen, Einschlüsse und Defekte bei transparenten Folien erkennt.
Mehr erfahren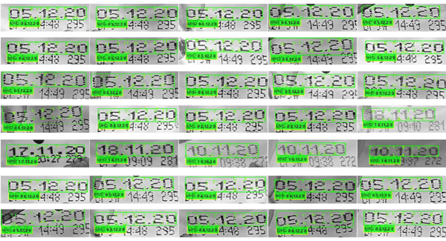
Lesen des MHDs auf Joghurtbechern
Mit Deep Learning können MHDs auf Joghurtbechern zuverlässig gelesen werden. KI ermöglicht eine zuverlässige Inspektion.
Mehr erfahren
Cognex-In-Sight-basierte VisionUnits von senswork
Optimieren Sie Ihren Maschinenbau mit der VisionUnit von senswork. Erfahren Sie mehr über variable Fokuseinstellungen und andere Vorteile.
Mehr erfahren
Mindesthaltbarkeitsdatum auf Flaschenböden erfassen
Deep Learning in der industriellen Bildverarbeitung ermöglicht das Schriftlesen auf transparenten Materialien wie Glas.
Mehr erfahren
Inline-Prüfstation für die Medizintechnik
Mit seiner Prüfstation sellt senswork die Qualität transparenter Kartuschen für die Medizintechnik sicher. Direkt im Produktionsprozess.
Mehr erfahren