
Optical Measuring & Testing Technology
Sophisticated Methods
Optical Measuring & Testing Technology
Sophisticated Methods

Solutions
Successful Applications
Solutions
Successful Applications

Products
Vision Software & Hardware
Products
Vision Software & Hardware






-

Wolfgang Gmach Siltronic AG We value senswork as a reliable partner when it comes to camera-based solutions. We use the systems, which were developed specifically for us with a high level of customer orientation, at all of our production sites globally."

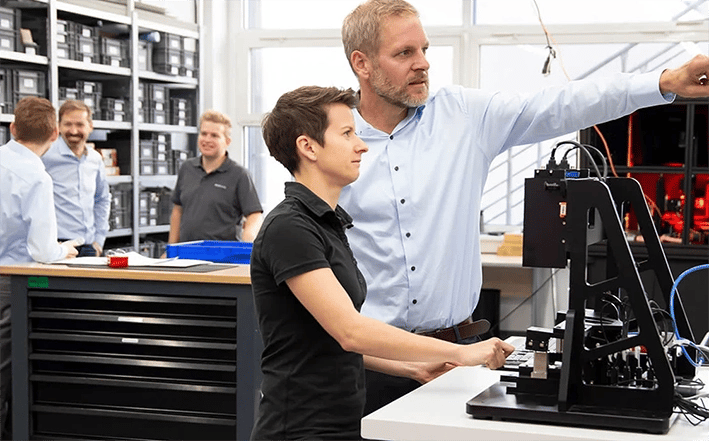
senswork Innovation Lab
In the Munich Innovation Lab, we develop new approaches to solutions with AI
We capture new findings and technologies for industrial image processing at an early stage in order to make them usable in industry and research. In the senswork Innovation Lab, we dedicate ourselves specifically to AI technology Deep Learning, which offers new possibilities for demanding inspection tasks in image data analysis and thus in automated production processes. In this way, we are paving the way for the future of quality assurance in the machine vision industry.
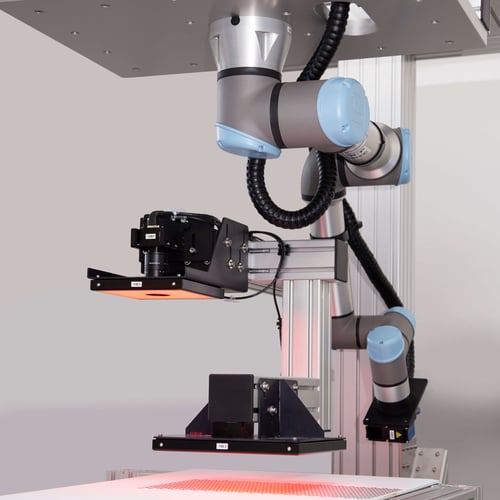
Camera guided robotics
senswork & Robotic Vision
Robots are a useful helper - not only for gripping components, but also for aligning cameras or 3D sensors to different inspection areas of a component. We offer optical measurement and inspection systems in combination with collaborative robots.

Optimizing processes with AI
senswork Neuralyze® Vision AI
Pasta products such as gnocchi and spaetzle are produced in a very similar way. When production is switched from one manufacturing process to another, it is important to ensure that the pasta is packaged according to type. Visual inspection using deep learning helps distinguish between them. Find out how AI technology is improving the process and the expertise behind it.
Company brochure
Learn more about senswork
Our company brochure provides a brief overview of our competencies, product portfolio and services in the field of machine vision.
.png?width=700&height=500&name=senswork-brochure-w(1).png)